GUIDE TO EFFECTIVE COLD STORAGE DOORS DESIGN AND MODERNIZATION
In today’s world of high paced refrigerated warehousing and rising energy costs, it has never been more important to insure proper door selection. Critical factors are often overlooked when designing a cold storage facility. Yet, studies have shown that improper door selection can result in higher energy costs, higher maintenance costs, lower productivity, wasted man-hours and lower usable door life. Efficient facility operation depends on controlling all of these factors. This report will primarily focus on properly selecting doors to achieve energy conservation and material handling efficiency in a cold storage facility.
Energy conservation in a cold storage facility starts with heat, the intrusion of unwanted heat into the cold storage area. This heat can be transferred three different ways: convection, conduction and infiltration. If these forces are not adequately controlled, they can cost facilities tens of thousands of dollars in annual energy costs and lost man-hours. This article will examine how these factors can result in excess but avoidable costs, and how the right door selections can enhance the overall efficiency of a cold storage warehouse. 1. COST OF OPERATION: CONVECTION
In a refrigerated warehouse, product is moved in and out of cold storage space…hundreds…even thousands of times a day. And with each opening of a door, two air streams are set in motion at the doorway. Cold, dry air escapes from the cold storage area along the floor into the dock area and warm, moist air from the dock area enters the cold storage area through the upper part of the door opening. This effect is referred to as convection (mass air flooding), where heat transfer is accompanied by a transfer of air molecules from one area to another. Convection costs can amount to 85% of the energy loss associated with door openings.
The warm air stream enters and mixes with the cold air just inside and above the doorway to create ice crystals on the walls, ceiling and the door itself. Conversely, cold air streams out of the door along the floor, mixing with the warm, moist dock air, to form fog and even ice and snow on the floor in front of the door.
How fast this frost builds up depends largely upon the frequency and duration of door openings. With each opening of the door, more moisture enters the cold storage room and the frost/ice layer grows, acting as an insulator on the walls and evaporator coils.
As a result, system efficiency degrades, ultimately causing the refrigeration unit to become ineffective or inoperative. With decreased system efficiency through frost build up, the warm air entering the cold storage room requires the refrigeration system to run longer and use more energy to compensate.
As the frost buildup becomes significant, the refrigeration process must be suspended and the system must be defrosted by applying heat or manually chopping off the ice. This process consumes energy for melting ice, refrigerating the additional air, and any required man-hours. Fortunately, the full effect of this air exchange does not occur immediately when the door is opened. The rush of the door opening, traffic going through the door, and differential pressures along with other conditions will initially disrupt the course of the air flow, causing the warm and cold air streams to mix only a little at the doorway. The air streams typically will begin and sustain a steady intermixing flow pattern referred to as laminar flow between 10 to 15 seconds of the door being opened.
Preventing or minimizing the ability of the air streams to reach laminar flow requires reducing the open door time. Basic powered doors give you a better chance of minimizing infiltration by reducing open door time but high speed doors offer the greatest reduction of open time. CONDUCTION
In addition to the costs associated with open doorways, the transfer of heat or cold through a door can also be a substantial operational cost to a facility. Conduction losses occur when heat is transmitted through one medium to another of different density, such as heat transmission through a closed door. Solid panel insulated doors have been the traditional choice to handle conduction problems in coolers and freezers where there is a large temperature differential. These applications tend to be door openings which are cycled less and tend to spend substantial periods of time in the closed position. In these applications insulation value becomes a paramount issue to stop the transfer of heat and cold. Inadequate insulation value can contribute significantly to not only the cost of operations but to the amount of frost, ice and moisture build up on the door and floor surfaces. Low insulation values can create slippery floor conditions due to condensation formation and safety hazards. Conduction related problems can also necessity the use of peripheral heated blowers or infrared heat lamps which can add up to substantial energy costs. INFILTRATION
Air passage created by an inability to provide tight seals around door surfaces can be the cause of substantial refrigeration loss and heat gain. The air creeping in through damaged or missing gaskets, through cracks in strip curtains, or under door panels is a constant daily operational cost. This is a common problem on doors in which the seals are not in good working condition or the sealing surface for the door is not level.
Aside from energy loss, the infiltrated moisture will also turn the doorway into a hazard area. The frost becomes ice on the floor and fog around the threshold, making unsafe, slippery conditions and poor visibility for personnel. Material handling suffers as the driver slows down in response to the hazardous conditions. Scraping away frost from floors, walls, product, racks and other areas of the cold storage room also means higher maintenance costs. DEFROSTING
Another hidden cost of heat intrusion is removing the ice buildup. In addition to the energy cost connected with the ice buildup on the walls and evaporator coils, there is the cost of defrosting. Theoretically, defrosting using heat would require about 50% to 100% of the energy used to make the frost in the first place. If manualice chipping is used, then the cost of labor should also be considered. 2. IMPACT OF CLOSING DOOR IN DOLLARS AND CENTS
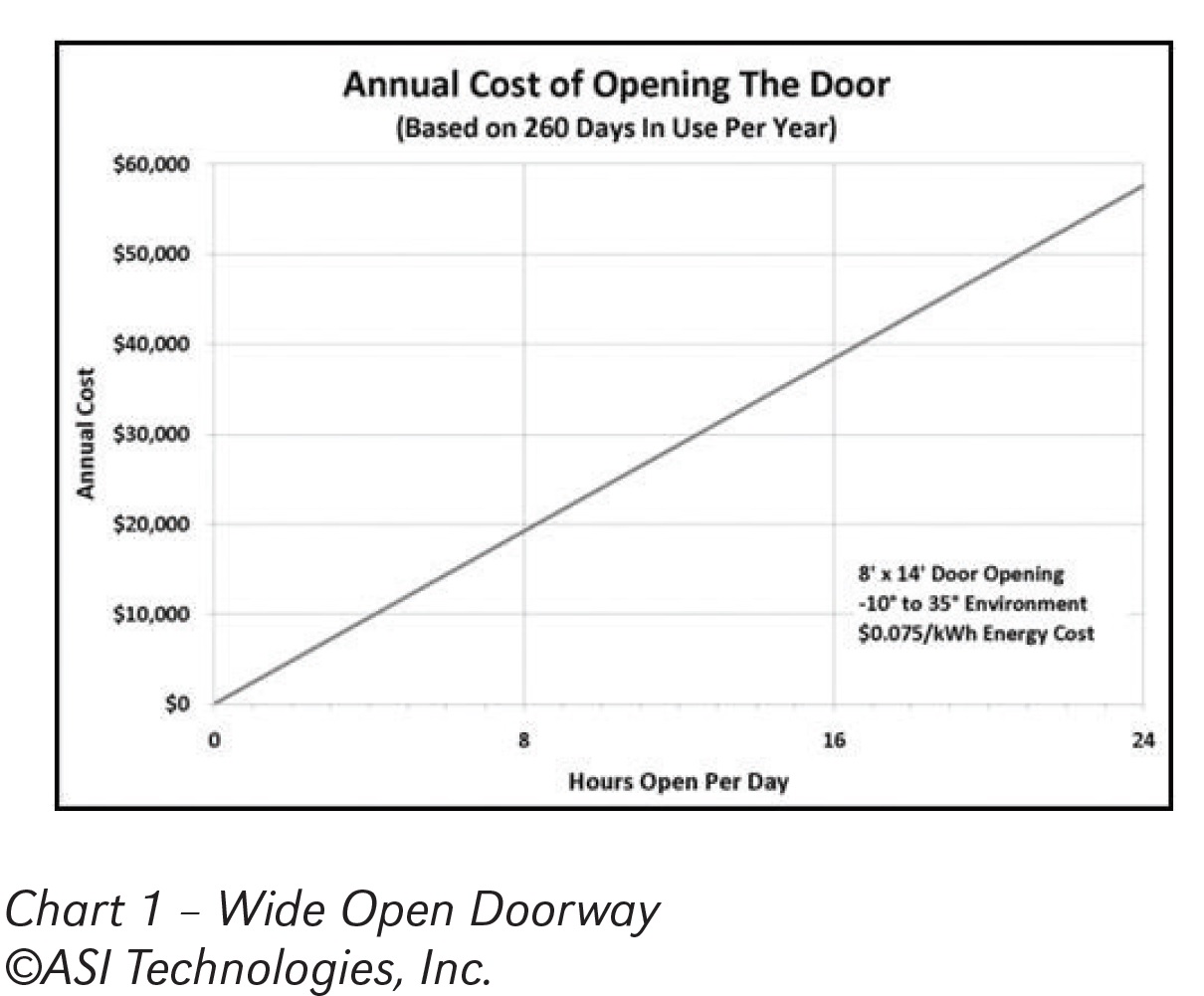
Take a look at the impact of closing a doorway on the energy costs for a typical 8' by 14' freezer opening. For this example, we will use a freezer where the inside temperature is kept at 10°F, and the dock temperature is 35°F. Figuring an average of 40 trips are made through the doorway each hour during an eight hour shift for this two shift operation. Let’s compare the costs of the following three scenarios with electricity at an average total cost of $.075/kwh (which includes power and facility charges).
THE WIDE OPEN DOOR
In our first situation, the door is left open at all times by personnel who do not want to stop the flow of traffic. Using calculations presented by ASHRAE in the Handbook of Fundamentals, we find that refrigeration requirements for this cold storage room have increased at a rate of 35 tons of refrigeration/hr.
The open door in this example will cost the warehouse $9.23 per hour, $73.86 per shift and $38,408 a year (260 days) in electricity. As Chart 1 shows, if the operation has three shifts, this cost can skyrocket to over $57,000/year. Of course the amount of open door time will vary in an actual cold storage facility. A SLOW POWERED DOOR
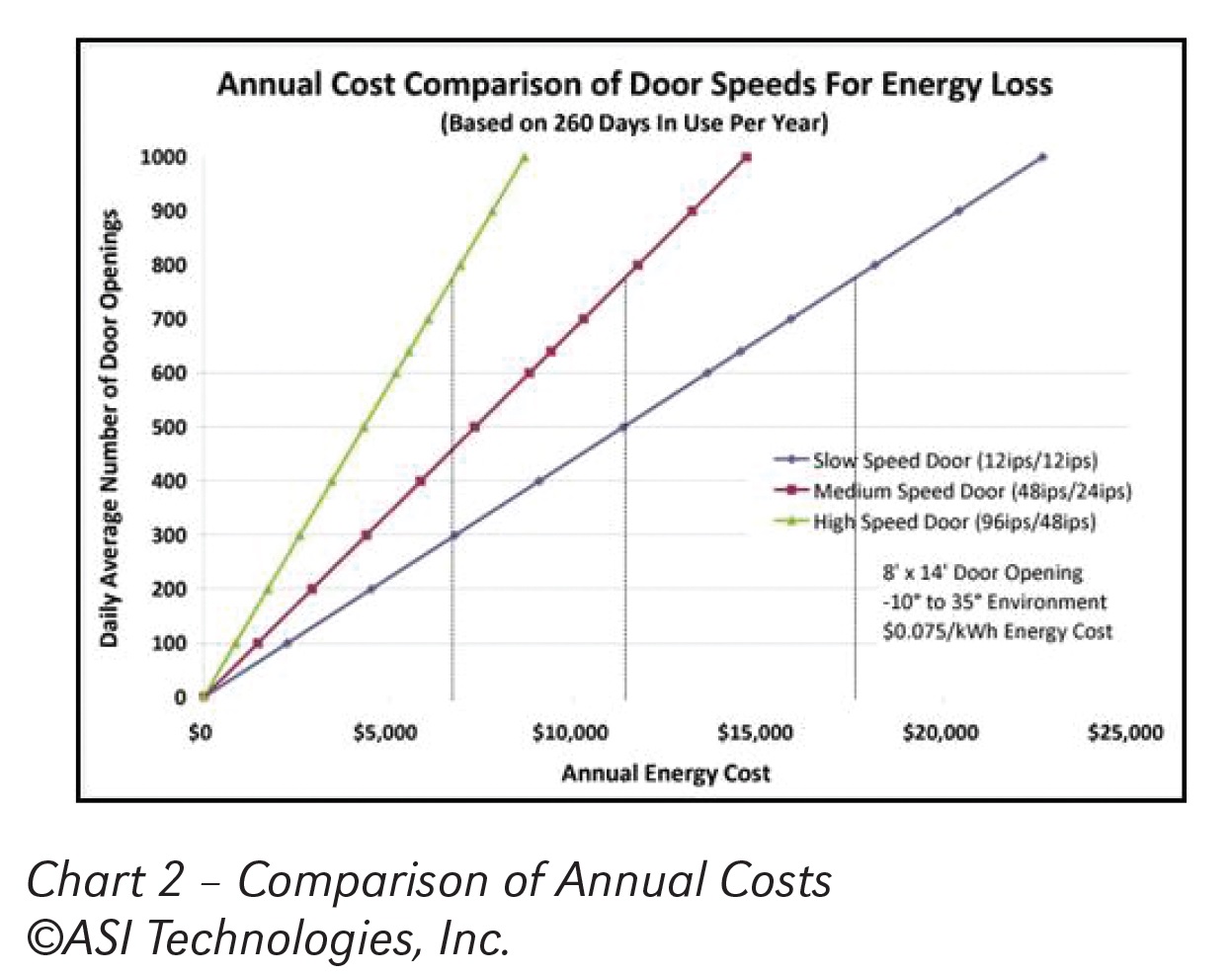
Opening and closing the door with each trip will reduce this cost, with differences in door speed yielding different results. Many powered singleslide insulated panel doors operate at a speed of 12"/sec. With an open door time of 34 seconds, energy costs are reduced to $3.49 per hour, $27.90 a shift and $14,510 per year (two shifts). This type of door is often too slow for a busy warehouse. Simply waiting for the door to open will consume five minutes out of every hour of forklift driver time. Impatient with the slow door speed, warehouse personnel will often tend to leave the door open.
When the slow powered door is opened and closed, it will tend to get hit by forklifts more often, causing door downtime (and more open door time). The combination of open door time and downtime may result in greatly reduced expected savings. THE SPEED POWERED DOOR
A high speed powered door, operating at 96"/sec., will reduce the open door time by almost 21 seconds over the slow powered door. Annual cost for operating the faster door of $5,548 is $8,962 less than the slower door and $32,860 below the cost of the wide open door.
Users have found that with high speed doors, forklift crews are less likely to leave the door open and will be more likely to close the door every time they go through it. For a comparison of the annual door costs based upon daily usage for doors operating at various operating speeds, refer to Chart 2. 3. WHY DOORS STAY OPEN
Surprisingly, most of the problems resulting from convection losses are known in one form or another to warehouse forklift drivers, yet doors still remain open for long periods of time. Although the open doors are often chalked up to inattentive driving or an intentional dislike of the door, the reasons why doors are not closed may be more complex, including: • Rush Hour — The pace at the dock is hectic, as soon as one truck is unloaded and gone, another pulls up to the dock. The choice comes down between falling behind schedule or the perceived loss of a little refrigeration through an open door. • False Activations — Drivers moving perpendicular to the door openings set off numerous false activations adding substantially to the amount of open door time. • Lack of Automation — Doors within the facility are manually controlled by pull cords or push buttons allowing doors to stay open frequently. • Door Downtime — The door does not operate or seal correctly, because of forklift collision damage or poor maintenance. For the operation to go on, the door has to be left open. • After Hours — With management personnel off site, drivers are less mindful about closing the door. Many times, door collisions occur during these times of lower supervision.
Rules and regulations can temporarily make drivers aware of the need to close doors. Intense supervision works for awhile, but in time the drivers rationalize, “I’ll leave the door open just this one time.” Quickly, these exceptions become the rule.
The best long-term solution is to select the right type of door and activation based on the number of cycles an application is going to experience. Generally speaking, peak traffic of 30 trips or more through a doorway per hour calls for a highspeed door operating at a minimum of 50"/sec. with automatic actuators such as uni-directional motion detectors or a combination of a loop detector and time delay close. The goal is to automate the door so that the drivers can concentrate on their work.
Overall, faster door speed means less time spent waiting for the door to open. Although the time reduction amounts to just seconds per door passage, the accumulated amount of time over a year can add up to manweeks time that could be better spent on other tasks.
Furthermore, in most of these situations, we see drivers in a hurry. These are the times when doors get hit. Faster door speed will get the panel out of the path of oncoming vehicles, reducing the chance of collisions and damage. 4. SELECTING A PROPER DOORS
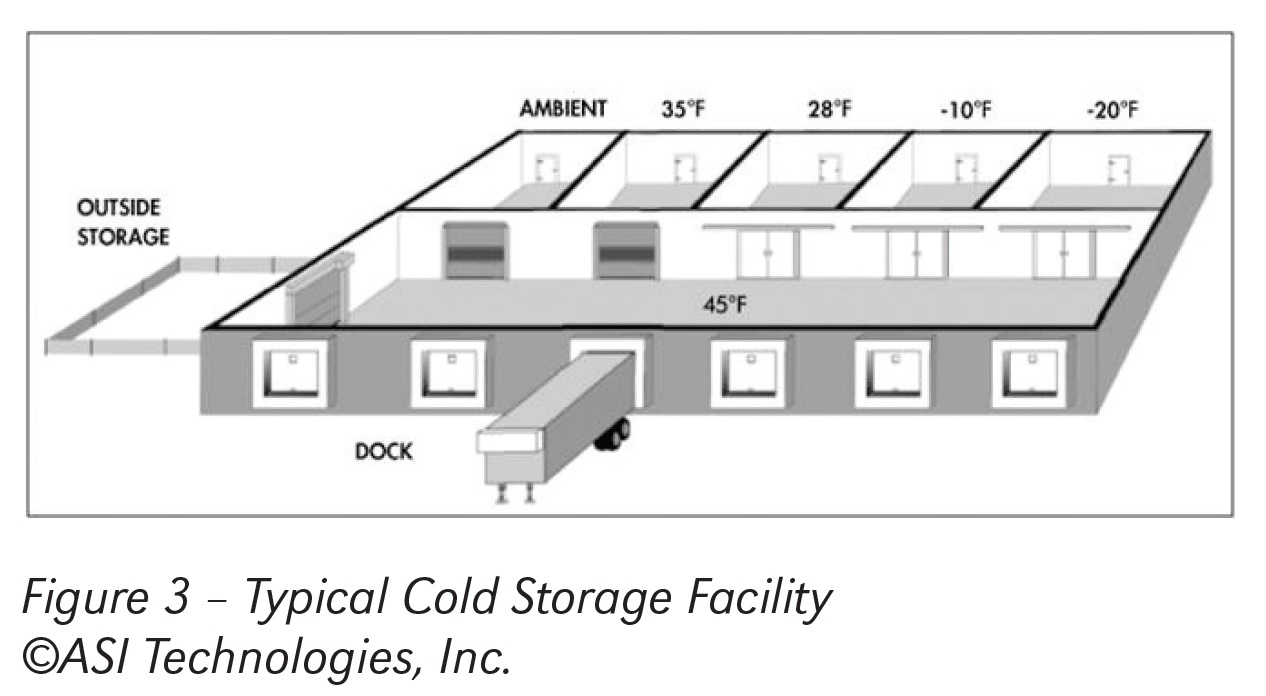
The typical cold storage facility uses a wide variety of door types, depending on the temperature of storage spaces, function and usage. (See Figure 3).
a. DOCK DOORS
The typical types of doors applied on the dock are shown below. Vertical sliding doors are often used in the dock area because they require minimal side room and can be closely positioned along a dock wall. There are three main types to choose from: Vertical Rise Sectional (See Figure 4a) — This type of door is the most commonly applied and is ideal for areas with limited side and headroom. The costs for these types of doors can vary substantially based on the quality of hardware, types and thicknesses of insulation, track designs, gasket systems, spring life and skin material. Upgradeable options are available for impactable or breakaway versions which release panel sections if hit by forklifts.
Figure 4a
Since these doors are either manual or run at slow speeds, their application is primarily for low volume operations. Care should be taken to utilize models with appropriate insulation values for temperature spreads. Track designs which release the door panels from the gaskets during door movement are preferred. Door models utilizing weighted counterbalance vs. springs can also add up to substantial future maintenance cost savings. Single Piece Vertical Rise (See Figure 4b) — In applications requiring higher levels of insulation value and seal efficiency a single piece vertical rise door moving straight up the wall is a great option. These types of doors are constructed in a single panel to avoid the seal breaks and lack of insulation associated with sectional types of doors.
Figure 4b
They also utilize down and in track designs which greatly extend gasket life. Most models utilize heavy duty commercial drives and counterbalancing weights rather than torsion springs, requiring little adjustment or replacement, eliminating maintenance down the road. Higher speed versions are available for interior applications as well. These models do require more headroom than the sectional door, but very little side clearance. A multitude of skin types and colors are available. If possible, oversize the height of the door to get the bottom 6" to 8" out of the opening and utilize vertical storing levelers. These choices will help prevent door damage. Vertical Rise Bypass (See Figure 4c) — In applications requiring high levels of insulation value with more limited head clearance, bypass doors are available. These types of doors are a compromise between sectional and single piece doors. Models utilize two vertical rise panels on two independent track systems. Typical overhead space saving is about 25% of a single panel door. The bypass door has high insulation values to combat conduction, and aggressive gasket seals to prevent infiltration. It is also weight counterbalanced. This door’s design, however, makes it more costly.
Figure 4c
b. ENTRY-DRY, STORAGE-OUTSIDE AND STORAGE-AMBIENT DOORS
Exterior applications in cold storage warehouses are often utilized by fork truck traffic to get to outside storage areas or for unloading trucks which cannot utilize the standard dock doors. Most facilities also have ambient areas which are utilized for vehicle maintenance and or battery charging. There are once again a number of models which can be applied in these types of applications. Care should be taken to evaluate the temperatures and cyclage requirements for these openings. In addition to the previously mentioned doors, high speed fabric roll up doors are often applied if the openings experience a higher level of traffic.
Figure 5a
The fabric rollup door consists of a flexible panel that rides up and down inside of wall-mounted guides and rolls-up into a cylinder above the doorway. These doors require very little side clearance and a minimal amount of header space. They open quickly, with typical speeds in the range of 36" to 100" per second and are designed for high cycle usage. Multiple styles are available: High Speed Fabric Roll-Up (See Figures 5a) — Fabric roll-up doors have become very popular because they operate at a high rate of speed, are able to breakaway and be easily reset and operational if accidentally hit with little or no damage. They are available in interior and exterior versions, with the exterior version using a heavier panel material and weatherproofing. Curtain panels are typically non-insulated but newer versions are now available with a thin layer of insulation. Typically models are constructed of PVC with varying pressure holding capability, so care should be taken to apply the right model depending on interior or exterior applications. Because of their high speed, these doors typically use a photo eye and reversing bottom edge to prevent injuries or damage while they are closing. Since these models have little to no insulation value they should be applied in high traffic areas where convection reduction is the main goal. High Speed Rigid Insulated Roll-up Door — The high speed rigid panel roll-up door is an exterior door constructed of individual interlocking slats. The door slats have an aluminum exterior and plastic interior filled with urethane foam insulation. This unique door provides higher insulation value to stop conduction and high speed to stop mass air flow and convection of outside air. In addition, these doors, because of their aluminum exterior, provide a high level of security compared to fabric roll-up doors.
c. COOLER FREEZER AND DEEP FREEZER
Refrigerated docks in today’s modern cold storage warehouse are a busy metropolis of high speed material handling. Proper door application is dependent upon a number of influencing factors. These include but are not limited to, the type of traffic, temperature differential, anticipated cycles, number of shifts and environmental conditions. This section will present a number of different available door types and some basic guidelines on their proper application.
Horizontal Single Panel Sliding — Single panel sliding doors are the standard for low to moderate cycle cold storage applications at a reasonable low price point. Their sliding design enables powered, highspeed operation and permits traffic to go through the doorway without stopping. This type of door stays close to the wall as it moves and presents minimum traffic hazards. Single sliding panel doors are highly insulated and gasketed to stop convection, conduction and infiltration. High speed operators can be utilized to allow for up to 48"/second opening speeds. Single slides are cost efficient because of a combination of speed, insulation, simplicity of design and relatively low maintenance. Horizontal Bipart Sliding — Bi-part sliding doors have a 1025% greater cost over the single panel door. The additional investment gives you 100% faster operation for greater material handling efficiency, reduced energy loss and a reduced possibility of door collisions. High speed operators allow for up to 96"/second operation, giving this model one of the fastest opening speeds. Bipart doors are also an excellent application with more limited clearance on either side of the opening.
Strip Curtains — The cheapest solution to provide some degree of mass air flow and convection protection is the installation of a strip curtain, in conjunction with the hard panel door (See Figure 6c). While this strategy cuts some of the convection loss, the presence of a strip curtain in the doorway encourages personnel to leave the solid cold storage doors open and is a detriment to material handlingn efficiency. A typical application for the addition of strip curtains is in areas of significant temperature spread or in areas where doors are left open for significant periods of time.
If you are using strip curtains, make sure they are kept in good condition and use 100% overlapping strips whenever possible. Even a small separation of less than 1/2" between the floor and a strip curtain can form an almost 1/2 square foot gap, for an annual energy loss of $700.
And of course, the large gaps from the inevitable rips result in even larger losses. Infitting/Personnel — Standard hinged walkthrough style (See Figure 6d). Constructed of fiberglass or metal. Majority are manually operated. Automatic closing devices are available. These doors are commonly used for personnel traffic and emergency exit from the cold storage room. They are highly insulated and gasketed to stop convection, conduction and infiltration.
High speed doors Bi-Folding Doors — Once the standard in high speed, high cycle door technology, the bi-folding door provides an opening speed of up to 8'/sec. These types of doors were popular in the past because they provided high speed operation, impactablility and clear vision through the door opening. Bi-folding doors provide a mini vestibule at the cold storage door opening. They are typically made up of a six panel ½" clear PVC. Clear panels are connected by means of ropes, straps or Velcro to prevent separation from pressure differentials or air currents. Freezer versions of the bifolding doors typically use heated blowers or infrared heat lamps to prevent the buildup of frost or ice on panels. Bi-folding technology has become less desirable as the energy costs associated with its operation can be high.
Fabric Roll-Up Doors — Fabric roll up doors have continued to become more popular in refrigerated warehousing and are available in a variety of styles. They combine the benefits of high speed operation, and impactability with a very low profile which allows for increased dock space. Operating at speeds of up to 100" per second, these models can have a dramatic impact on reducing refrigeration loss and heat gain. Fabric roll up doors are available in non-insulated and insulated styles. Typical applications for fabric doors are moderate to high cycle applications with little to no down time. Since this category of door provides low levels of insulation value, they are not typically applied on low cycle applications. Depending on temperature differentials some models may require peripheral heat to prevent frost and ice formation. These energy usage considerations should be taken into account when applying these types of doors. Impactable Panel Sliding Doors — Recognizing the disadvantages of losing insulation value and high seal compression associated with fabric doors a newer category of cold storage doors was developed. These types of doors were designed to provide higher levels of insulation and seal efficiency with the same or greater opening speeds of fabric roll-up doors. The problem with hard panel doors of the past was they moved slow and if you impacted them substantial damage occurred. Impactable panel doors utilize a number of different styles to allow the panels to flex or breakaway in the event of a fork truck collision. This combined with their high speed operation, insulation values and seal capabilities have made them a popular selection.
Air Doors — Applications in the mid to high cycle range with little to no down time, can be well serviced by the use of air doors. This type of product provides a high velocity laminar flow of air horizontally across a cooler or freezer door opening providing high levels of seal efficiency with no physical door in the opening. These products are available in non-heated and heated versions. Heat is typically applied to suspend any moisture which attempts to form at the door openings. These types of doors can be very effective in terms of reducing and eliminating the formation of fog, frost and ice around freezer openings. This combined with unlimited material handling efficiency provides for substantial payback in today’s busiest openings.
Combined Door Systems (Air Systems With Secondary Doors) — Although most refrigerated warehouses experience high door cycles, in most applications there is still considerable downtime. Whether this is due to meal breaks, shift changes, non-peak demand times, one or two shifts or weekend shut down, most applications see a substantial period of downtime. When applying combined door systems the goal is to achieve the highest rates of material handling without sacrificing seal efficiencies during peak demand while also providing high levels of insulation and energy cost savings during low usage times. This desire can be accomplished through the use of combined door systems. Recirculatory air doors are used to maintain high levels of seal efficiency during peak traffic periods. When door openings go into slow traffic time spans, secondary doors are allowed to close creating a 100% seal during non-usage. These doors are usually a high speed fabric roll up door or an insulated sliding door depending on the expected length of time associated with downtime. A further energy cost savings option is to use a timing sequence to automatically turn off the air systems after a preset period of time when the secondary door system closes. d. DOOR ACTUATION
Door actuation is as important to proper door selection as the door itself. To achieve the goal of energy conservation, it is the door that provides the speed, and it is the actuator devices that enable you to limit the time the door is open. However, specifying the right actuator for your door means knowing the limitations of your facility. Manual Actuators
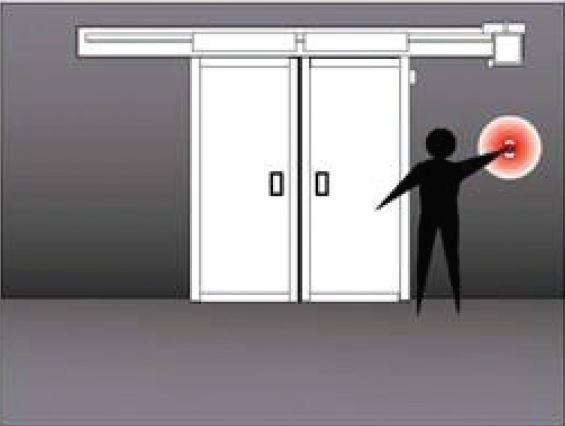
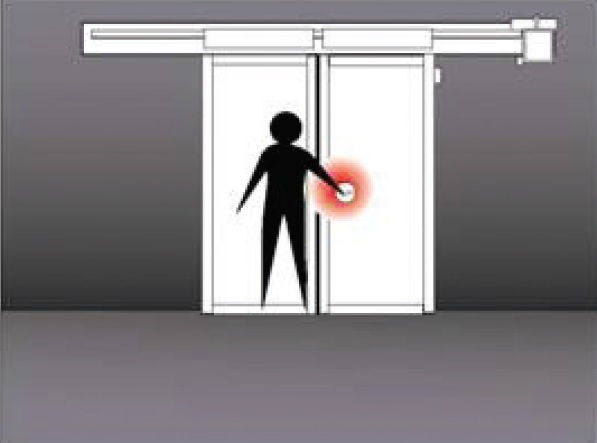
Manual actuators give personnel control over the operation of the door. Manual actuators include: Push buttons are suitable for foot traffic such as “walkie” style vehicles, though these actuators are not recommended for high volume warehouses as their use requires forklift drivers to dismount the vehicle.
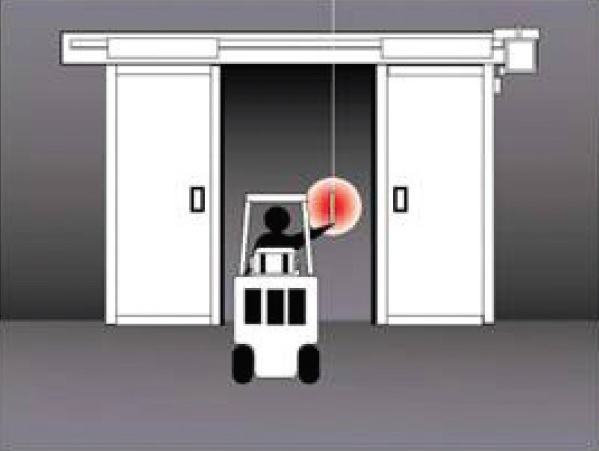
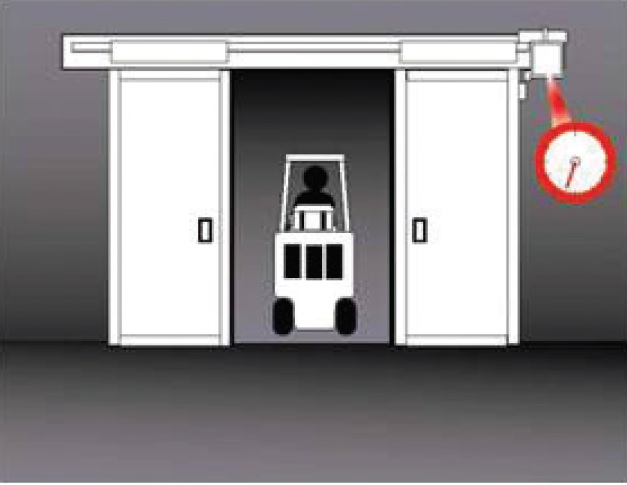
Pull cord switches are preferred for motorized traffic. The operator can work the cord without leaving the vehicle. Usually two switches are provided with each door.
For freezers, one switch will be on the warm side of the door and a low temperature switch will be provided for inside the freezer at operation under 32°F. The area near the freezer’s ceiling is the most prone to icing. Pull cords on the freezer side should have a heater cartridge to prevent freeze up of the switch.
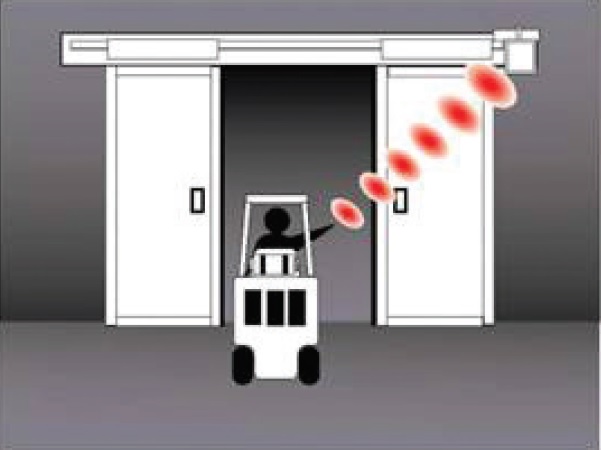
Radio transmitter actuators enable the driver to open the door from any point on the floor. Transmitters are generally specified when the dock or cold storage area is too tight to use a pull cord or other actuator. Some warehouses have switched to radio transmitters after a number of accidents in which forklifts pull dangling cords out of the ceiling. This type of actuation is also more common in a facility with a low number of fork trucks and doors.
The receiver on each door is set to an individual frequency. Transmitters are available with up to eight frequencies for large warehouses with multiple doors. Be sure to use a clear numbering system so the operator is aware of which door he is actuating.
Pedestrian openings are one way to conserve energy for doors accessed by high levels of foot traffic. With the push of a wall-mounted button, door opens to a predetermined width (for horizontal doors) or height (for vertical doors) allowing just enough space for personnel to walk through to minimize infiltration into the cold storage room. The door will close automatically after a set time delay. Automatic Actuators
The wide variety of automatic actuation devices takes the door operation out of the hands of the drivers and are available in a variety of designs. Most of them detect the presence of the vehicle (or any other object) to open or close the door:
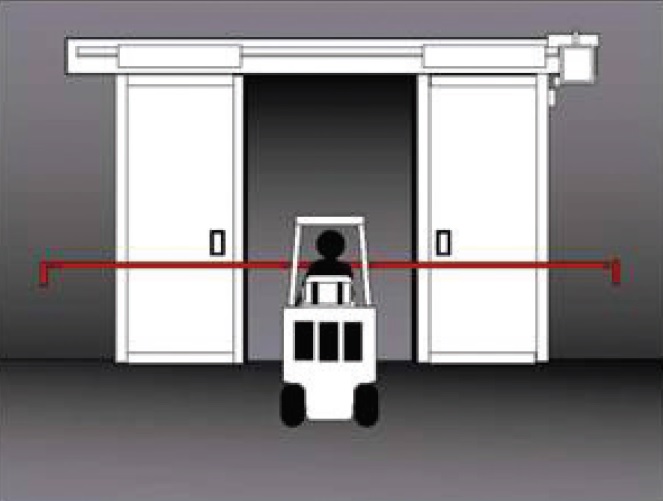
Photo eyes send a beam of light across the doorway which is broken by passing vehicles to cause actuation. Two types are available. One model transmits an infrared beam across the doorway to a reflector to then receive the beam. Another type transmits a beam to a receiver at the other side of the doorway. The single side transmitter/receiver models require less wiring than the two sided units but can be more prone to problems with moisture and frost buildup.
Primarily, photo eyes are used as safety devices along with other door opening actuation devices to prevent closing of the door on an object in the doorway. Over the past number of years, photo eyes have been made more durable and better able to withstand cold. One primary disadvantage is that photo eyes can be affected by fog. However, if the door system has been properly specified for the doorway, fog will not be a problem. It is also important to periodically inspect the surface of the cells to be sure that they are clean and avoid stacking objects in the path of the cell.
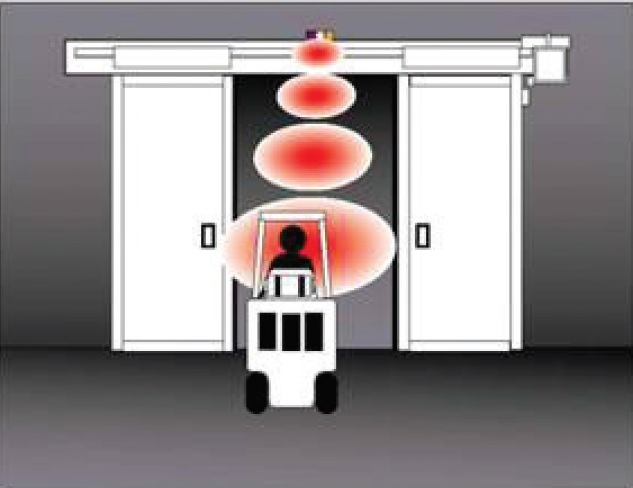
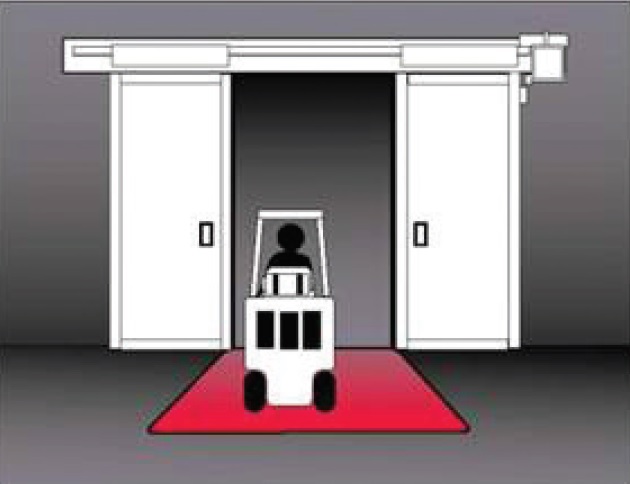
Motion detectors are combination transmitting and receiving microwave /infrared devices. As with photo eyes, movement will interrupt the signal, causing actuation of the door. The difference is that motion detectors can cover areas of varying widths and heights at the approach to the doorway.
Motion detectors are available that sense movement coming both towards and away from the door, and models that sense movement coming towards the door only. With detectors positioned on both sides of the doorway, the door will open for an approaching vehicle and time out, causing the door to close. As the vehicle enters the opposite side of the doorway, the sensor will not detect the vehicle and continue to close.
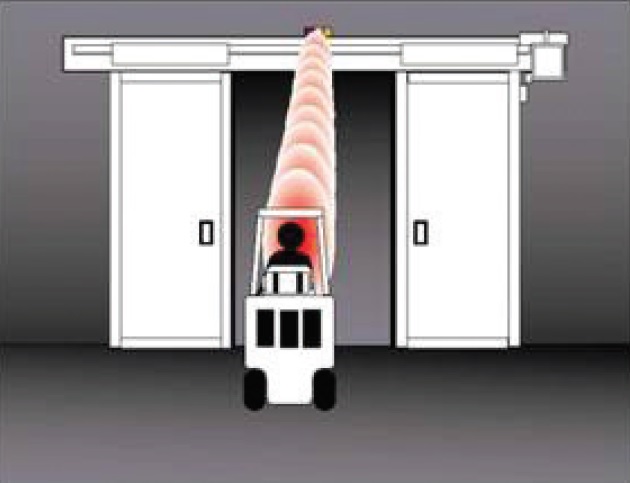
The motion detector’s area of detection can be adjusted to conform to the wall/rack pattern and sense the vehicle as it approaches the doorway from a desired distance. Motion detectors can be aimed to sense over a multitude of sizes. Bear in mind, however, the larger the pattern, the greater the opportunity for unintended door openings from cross traffic. As faster operating door will allow a tighter operating pattern for fewer unnecessary door openings. Today’s more advanced sensors are capable of screening out the majority of cross traffic and also have settings to eliminate the sensing of personnel traffic. Presence sensors are similar in operation to motion detectors in that the vehicle or other object is detected when a transmission pattern is disturbed. The difference is that motion detectors detect motion, presence sensors sense presence. So long as the object is in the presence sensor’s detection area, the door will remain open.
Consequently, presence sensors will be specified when it is anticipated that traffic often has to pause in front of the door without reaching the threshold. The presence sensor broadcast pattern is not as far ranging as the motion detector, making the presence sensor ideal for very tight areas. The disadvantage of a presence sensor is that typically it has a smaller range than a motion detector.
Loop detectors consist of energized loops of wire buried in the floor. As the vehicle passes over the loop, metals in the vehicle disturb the loop’s magnetic field, signaling the door to activate. The loop detector is more selective in its response to the presence of objects and will not pick up the presence of, for example, people. The floor area encompassed by the loop is not considerable about 40 sq. ft. of floor space. To minimize the effect on cross traffic in needlessly causing the door to open, indicate the loop position on the floor.
Some warehouse owners are adverse to cutting their floor to install a loop, especially for renovation. The cut involves a mere 1/2" groove which can be covered by a layer of the same durable epoxy that is the standard sealer for their floor. With the advancements in motion/presence detector technology, loops are not as commonly applied.
Time delays are another type of automatic actuator, that differs in principle from those that sense presence. Used to close the door once it has been opened after a set number of seconds, the time delay will work with manual or automatic actuators. The time delay requires no maintenance, although it is a good idea to occasionally verify if the unit is holding true.
Use of time delays without a photo-eye is not recommended. Once the driver activates the actuator, causing the time delay to reset and begin its countdown, the likelihood is too great that the driver may have to pause either before the door or in the doorway (perhaps to wait for cross traffic to pass), resulting in the door closing on the vehicle and damaging itself or the vehicle. The time delay could also cause the door to close in front of vehicles following after the first vehicle going through the doorway.
By having the electric eye positioned across the doorway, the door will remain open so long as the vehicle breaks the electric eye’s beam. Actuator Placement
As mentioned in previous sections, actuator position is important for efficient door operation. Setting the pull cord and other actuators far enough away from the door will enable the forklift to drive through the doorway without stopping and prevent many of the forklift/door collisions that frequently occur.
Often, the decision of actuator placement is left up to the electrician at the jobsite who has no idea of the actuator’s function. The switch will end up at the closest convenient location. Putting the actuator near the door will defeat the purpose of an automated, highspeed door system. It is not surprising that door collisions happen with socalled automated door systems as the doors are unable to open fast enough for traffic heading towards the door.
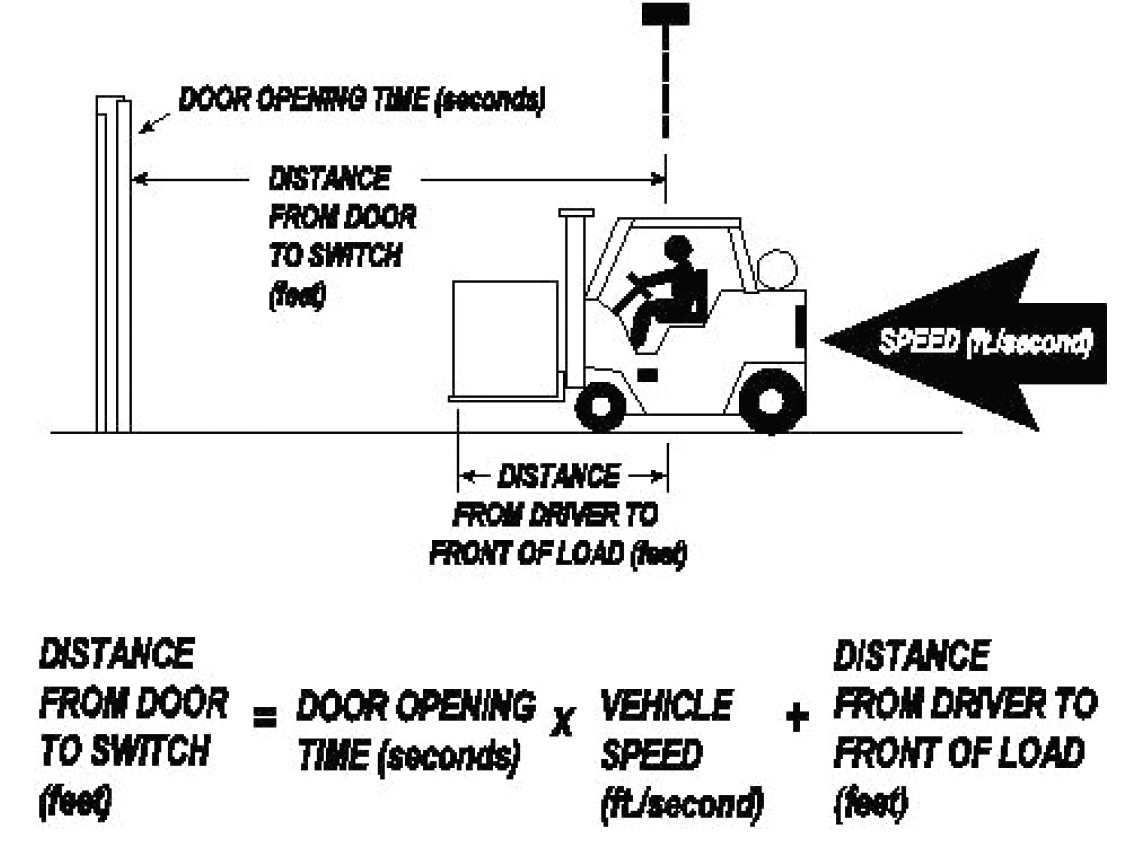
Proper placement of the actuator, with the help of your local cold storage door distributor, should be specified on the prints by the facility manager who knows the traffic pattern. He can be assisted by a door specialist. Adequate distance for actuator placement is based upon the speed of the material handling vehicle and the opening speed of the door. Refer to the drawing below to determine actuator distance from the doorway based upon forklift speed.
Also, when looking at the doorway, determine the direction of traffic. Multiple actuators can be used on either side of the doorway, depending upon the direction where traffic will be coming from. If traffic is approaching directly in front of the door due to, for example racking, then only one actuator is required. On the other hand, if traffic is expected from both sides and the front of the door, then actuators on three sides are recommended. Actuator Applications
Actuator approaches that can be devised are numerous and depend upon the goals in mind for the doorway. For optimal material handling efficiency and infiltration protection, automatic open and close is an ideal strategy. Though the cost of such a system may average $1,000, the payback in terms of your ability to hold down energy costs and handle more product through your facility can justify a fully automated doorway.
The simplest type of open/close system is presence sensors on either side of the door and a time delay. After the vehicle passes through the door, actuates the device on the other side of the door, and the time delay has timed out, the door will close. Again, the addition of a photoeye at the doorway will prevent the doors closing in on vehicles.
Today’s actuators give cold storage warehouse owners and designers flexibility in matching door systems to fit the needs and budget of any operation. With possible energy savings, increases in material handling efficiency and the minimization of all-too-common door accidents, cost of the actuation system should not be the only determining factor in the specification of the device. The door system payback achieved though these actuation devices can help the attainment of your profit and volume maximizing goals.